
Electric Vehicle charging station - Hybster
Electric vehicle charging point
Full service for the manufacture of charging stations made in France
📖 Project history
A Mission That Transformed
The Tricolore stone first turned to Hybster with a targeted request: the injection mould making and the production of plastic parts. A clear perimeter, a precise mission.
But very quickly, through the initial technical and strategic discussions, one observation naturally imposed itself: the needs went much further. The complexity of the product, the quality requirements, the traceability imperatives and the market launch ambitions called for a partner capable of orchestrate everything.
And so an initial consultation turned into a Full service partnership — from engineering to the delivery of the finished product, including assembly, decoration, packaging and after-sales service. A natural progression, driven by the trust and synergy between the teams.
Project timeline
-
Step 1 - Industrialization
Industrialization
The starting point: a general-purpose design, intended to validate the concept but not yet optimized for industrial production. Hybster stepped in to transform the project into an industrial businessby rethinking each component through the scope of feasibility, quality, and cost.
Plastic parts optimization : critical analysis of each part, simplification of geometries, reduction of undercuts, and improvement of demolding conditions to ensure reliable mass production.
Replacing metal with plastic: Several components were initially designed to be produced in steel. We swapped them into lighter, cheaper and performant innovative plastic solutions.
Design changes for waterproofing rework of interfaces, seals and assemblies to guarantee the certification. IP65 at early stage of product design, without any price increase at production step.
Redesign to cost : Targeted component replacement to achieve the target cost, without compromising on performance. Every technical decision was arbitrated in light of its impact on the final cost price.
Materials selection and validation: carefully selected to optimise UV resistance and fire resistance (V-0 fire rating), in collaboration with ALBIS, a distributor of high-performance plastics from the portfolios of BASF, Covestro, INEOS Styrolution and MOCOM.
Grain and surface textures: defining surface finishes, grains and textures applied in the mould to enhance the product’s perceived quality — a benchmark that inspires confidence at first glance.
At the end of this phase, 6 injection moulds were designed and manufactured, and dedicated assembly lines were developed.
🛠️ Services involved -
Step 2 · Moulds & Tools4 months
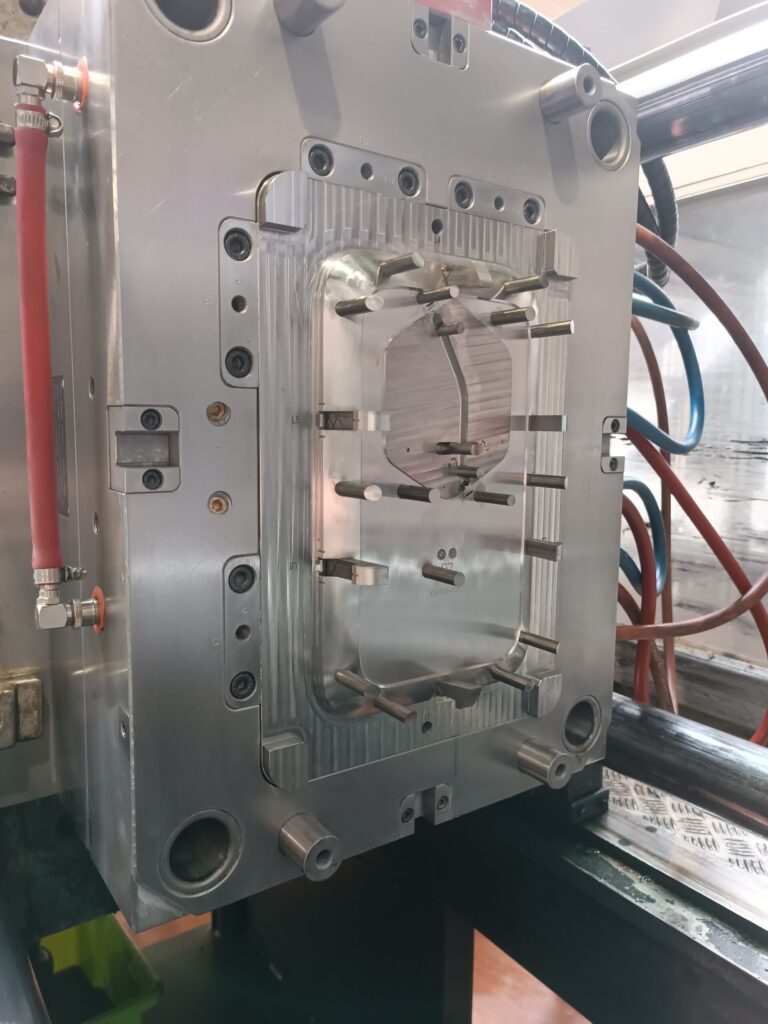
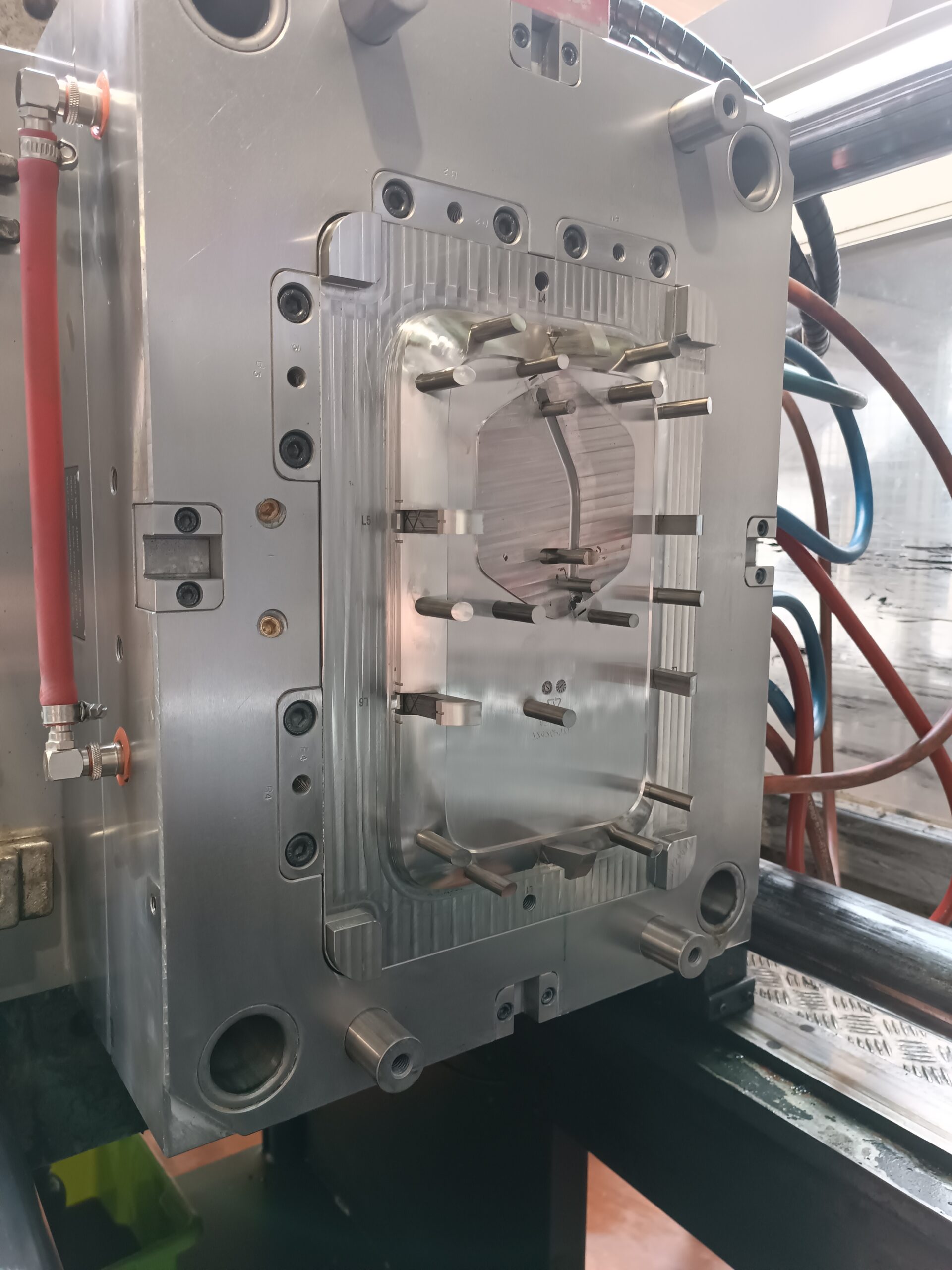
Mould making
The production of the six moulds was entrusted to a long-standing partner in China, in close collaboration with INCOE (incoe.de), a leading global supplier of hot-stop blocks.
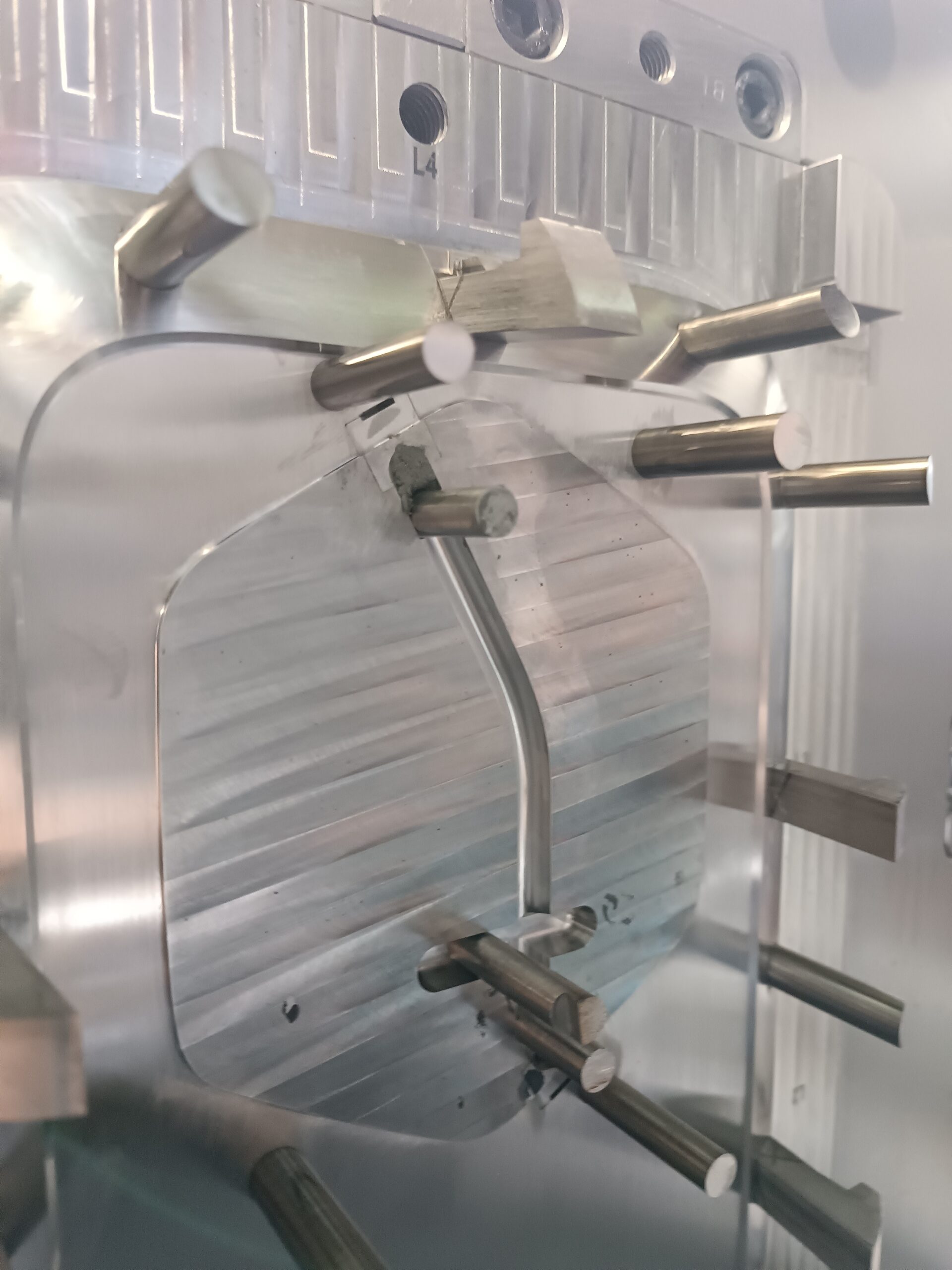
The moulds have been designed to meet the highest standards of cosmetic parts and technical parts :
- Hot-fill blocks (needle hot runner): clean injection moulding with no visible sprues, resulting in flawless surface finishes.
- Drawers with visible fronts : demoulding of complex shapes without leaving any residue on the visible surfaces.
- Lifters : management of internal undercuts for complex structural components.
- Budget under control : the entire design has been optimised to achieve a premium standard of quality within a very tight budget.
The tooling partner’s technical expertise has enabled the production of first-run samples of outstanding quality, reducing the focus to the bare minimum. Exceptional result: All the moulds were approved on the first attempt, with no significant recovery.
Once approved, the moulds were sent by air towards France, allowing a Immediate production start — without shipping delays, serving the client's launch schedule.
Stage Gallery 5 photos



-
Step 3 · Industrialisation2 months
Assembly line
Alongside the mould making, Hybster designed and manufactured all of the dedicated means of production at La Borne Bleue — from assembly stations to final inspection benches.
Assembly Station Design
Each position has been designed to ensure repeatability and quality per unit produced. The lines include:
- Sub-assembly stations : preparation of electronic, mechanical and sealing sub-assemblies prior to the main production line.
- Specialised jigs and tools Custom-designed positioning, clamping and clipping tools to eliminate assembly errors and ensure dimensional consistency of each terminal.
- Operator guides : visual work instructions integrated into each workstation to facilitate ramp-up and ensure operator safety.
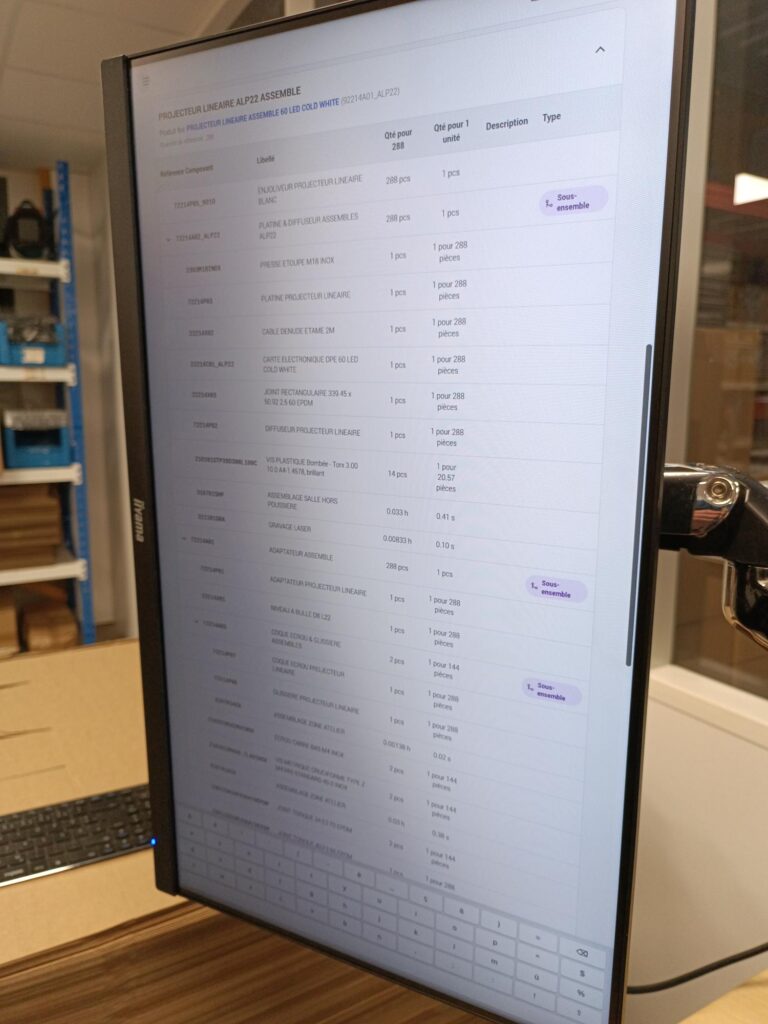
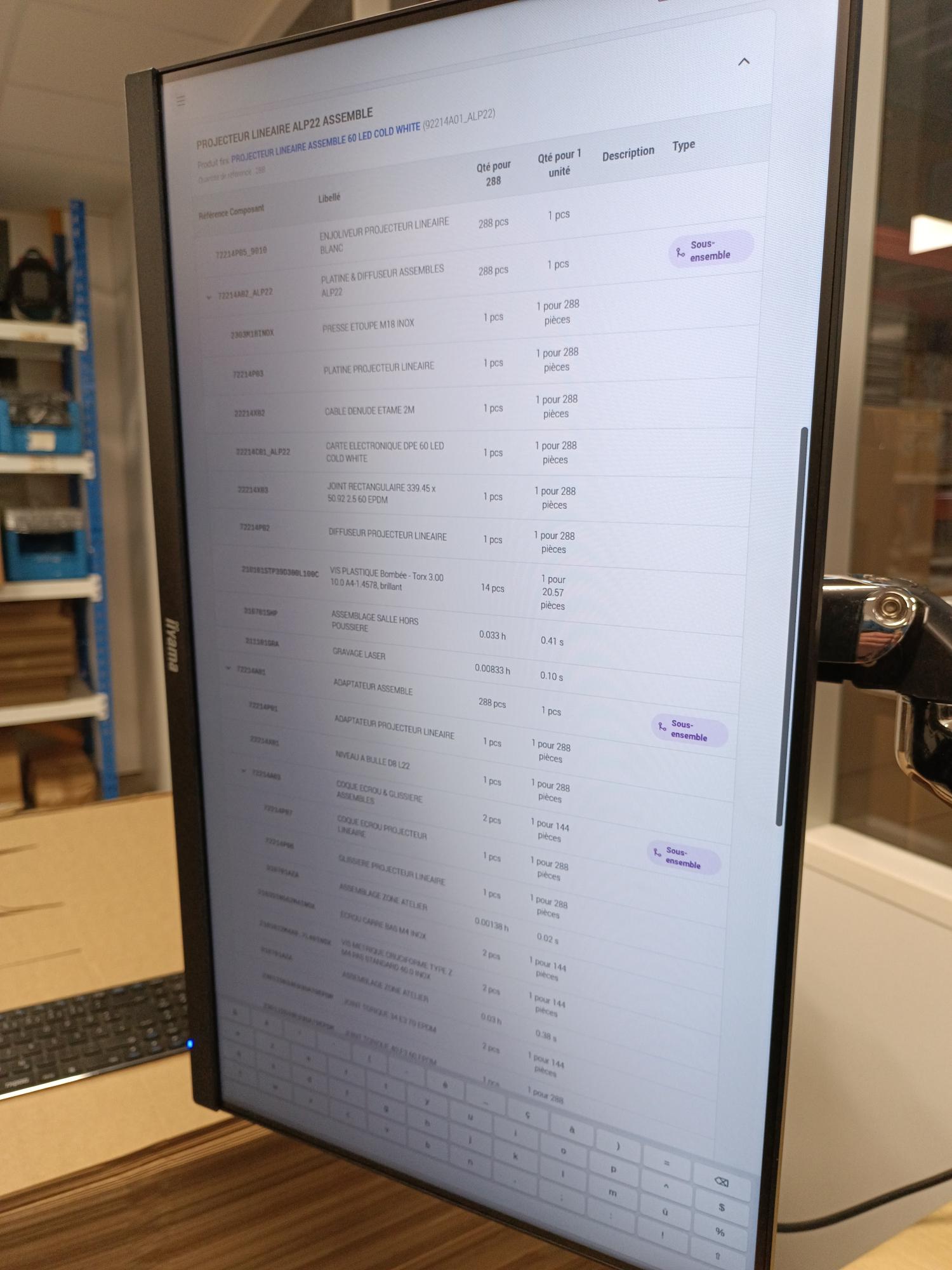
Item-by-item traceability
Each terminal produced is assigned a Unique identifier as soon as it comes off the production line. Every stage of the manufacturing process — assembly, testing, inspections — is recorded and linked to this identifier. This item-by-item traceability enables precise after-sales service management, rapid reporting of non-conformities and full visibility of the history of every product delivered.
Stage Gallery 6 photographs




-
Step 4 · Assembly
Mass production
Launch and mass production of charging points. Packaging and just-in-time delivery to the customer.



Project Gallery
16 photos











⚙️ Manufacturing processes used
3 processes🛠️ Services implemented
🔬 Materials used
Do you have a similar project in mind?
Let's discuss your plastic injection moulding, design, and industrialisation needs.
💬 Start my project