
Guide de l’injection plastique
Ce guide complet vous permet de comprendre le fonctionnement de l’injection plastique, les types de moules, les règles de conception (DFM), les coûts et délais, ainsi que les solutions d’assemblage et d’éco-conception.
Guide de l’injection plastique
Ce guide de conception pour le moulage par injection explique les principes fondamentaux de la conception de pièces destinées au moulage par injection et comment optimiser les composants en plastique pour une production à grande échelle.
📌 Points clés
- Comprendre les moules
- Leviers d'optimisation en plasturgie
- Tolérances en injection plastique - ISO 20457
- DFM en injection plastique
- Epaisseurs de pièces plastique
- Angles de dépouilles
- Choisir la bonne matière plastique pour mon projet
- FAQ injection plastique
Injection plastique / moulage par injection : le guide complet pour fabriquer des pièces plastiques (France)
Objectif : vous donner une vision “industrie” du moulage par injection plastique — de la conception (DFM) au choix du moule, du matériau et des tolérances,
jusqu’aux défauts typiques (retassures, voilage, lignes de soudure) et aux leviers de compétitivité d’une usine de plasturgie en France.
Injection plastique petites et moyennes séries (France)
Injection plastique : définition, principe et cas d’usage (fabrication de pièces plastiques)
Le moulage par injection plastique consiste à injecter une matière thermoplastique fondue dans un moule. Après refroidissement et solidification,
la pièce est éjectée. Le procédé est particulièrement adapté à la fabrication de pièces plastiques répétables, avec un bon niveau de précision et d’état de surface.
Comment fonctionne le moulage par injection ? Presse, températures, pression et étapes du cycle
Dans une presse à injecter, des granulés sont plastifiés (chauffe + vis) puis injectés dans l’outillage.
En ordre de grandeur, la matière peut être amenée autour de 200 à 250°C et la pression peut atteindre 2 500 bars.
Après injection et refroidissement, le moule s’ouvre et la pièce est éjectée. [Source](https://plastisem.fr/guides-et-conseils/guide-injection-plastique/)
Pour une version “pas à pas” :
Comment fonctionne l’injection plastique ?
Prix d’un moule d’injection plastique : facteurs, classes SPE/SPI et durée de vie
Le coût d’un moule dépend notamment de la complexité, de la taille, du matériau (acier vs aluminium)
et de la durée de vie attendue. [Source](https://hybster.com/fr/portfolio/prix-dun-moule-injection-plastique/)
Classes de moules (SPE/SPI) : un repère utile
La durée de vie du moule est souvent structurée via des classes (101 à 105) selon le nombre de cycles et les exigences de construction.
Lire aussi :
Prix d’un moule injection plastique (détails)
Temps de cycle en injection plastique : comment le calculer et le réduire
Le temps de cycle est la somme de plusieurs composantes : temps d’injection, temps de refroidissement, temps d’ouverture/fermeture du moule, temps d’éjection.
Une formule courante est : T = Ti + Tc + Tm + Te.
Leviers d’optimisation
- Choisir des matériaux avec une cinétique de refroidissement favorable
- Optimiser les canaux de refroidissement du moule
- Automatiser et accélérer ouverture/fermeture + éjection
- Surveiller et stabiliser les réglages process
Synthèse basée sur les recommandations de la page Hybster dédiée au temps de cycle. [Source](https://hybster.com/fr/portfolio/injection-plastique-comment-calculer-le-temps-de-cycle-de-production/)
Page pilier dédiée :
Temps de cycle injection plastique : calcul
Types de moules & technologies : canaux chauds / froids, tiroirs, dévissage, injection séquentielle
Il existe des moules à cavité unique, multi-empreintes, à canaux chauds, à canaux froids, mais aussi des moules avec tiroirs, dévissage,
cales montantes, ou encore injection séquentielle (blocs chauds). Chaque choix impacte coût, cadence, déchets matière et qualité.
Seuil d’injection plastique (gate) : définition, types et impact sur l’aspect
Son dimensionnement et son type influencent remplissage, aspect, et parfois l’automatisation du dégrappage. [Source](https://hybster.com/fr/portfolio/quest-ce-que-le-seuil-dinjection-plastique/)
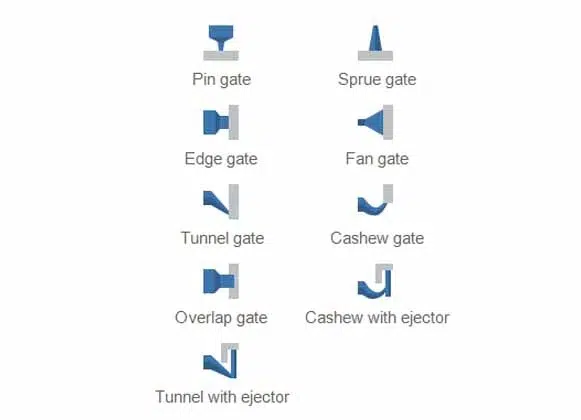
À approfondir :
Qu’est-ce que le seuil d’injection plastique ?
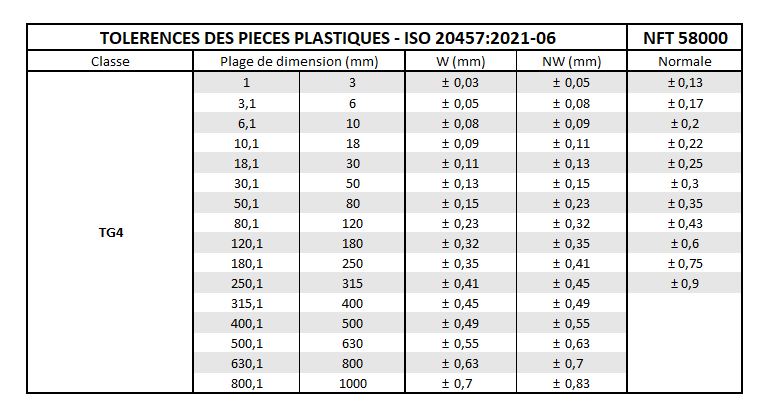
Tolérances en injection plastique : retrait matière et norme ISO 20457
Les thermoplastiques subissent un retrait au refroidissement ; ce retrait varie selon la matière, les paramètres d’injection (pression/températures),
et la thermique du moule. La norme ISO 20457 structure une approche par “grilles de tolérance (TG)” basée sur plusieurs critères matériau/process/qualité.
[Source](https://hybster.com/fr/portfolio/tolerances-pieces-plastiques/)
Guide complet :
Tolérances générales en plasturgie (ISO 20457)
Défauts d’injection plastique : retassures, voilage, lignes de soudure… (causes + solutions)
Les défauts apparaissent souvent à l’interface entre : design (épaisseurs, nervures), choix matière (viscosité/retrait/humidité),
conception du moule (alimentation, refroidissement, éjection) et réglages process (pression, vitesse, températures).
Une approche DFM + un bon outillage limitent fortement retassures/voilage/lignes de soudure. [Source](https://hybster.com/fr/portfolio/guide-injection-plastique/)
DFM (Design for Manufacturability) : épaisseurs, dépouilles, nervures, plan de joint, éjection
Une conception DFM vise à réduire le temps de cycle, limiter les défauts (retassures, voilage, lignes de soudure),
simplifier le moule et améliorer la durée de vie de l’outillage. [Source](https://hybster.com/fr/portfolio/guide-injection-plastique/)



Choisir la matière plastique : PP, PE, PS, PC, ABS… + recyclage (codes 1 à 7)
Le guide cite notamment PP, PE, PS, PC et ABS, et rappelle les codes de recyclage (1 à 7) utiles pour l’éco‑conception.
[Source](https://www.genspark.ai/api/files/s/zqaOTMzD)
Séchage matière en injection : éviter bulles, stries, défauts d’aspect et fragilisation
Une humidité excessive peut engendrer bulles, défauts d’aspect (givres, stries) et parfois une dégradation des caractéristiques mécaniques (pièce fragilisée).
Le séchage matière est donc un standard en plasturgie, sauf exceptions (ex : polyoléfines non hygroscopiques dans certains cas). [Source](https://hybster.com/fr/portfolio/secher-les-matieres-plastiques/)
Plasturgie en France : usine de plasturgie, qualité, délais, petites séries & industrialisation
Produire en France est souvent recherché pour une meilleure communication, des délais plus courts et une qualité mieux maîtrisée.
Hybster met en avant une approche adaptée aux petites et moyennes séries, sans MOQ prohibitifs, avec une production Made in France.
[Source]
FAQ injection plastique
La conception de la pièce conditionne la qualité, le coût et le temps de cycle
En pratique, le délai de réalisation d’un moule d’injection plastique dépend surtout de sa complexité (tiroirs, dévissage, canaux chauds, multi‑empreintes), du niveau de finition attendu et du nombre d’itérations d’essais. On observe le plus souvent quelques semaines à 2–3 mois, avec des cas “standard production” qui peuvent aller jusqu’à 8 à 16 semaines.
Un déroulé “réaliste” d’un projet moule (ce qui se passe entre J0 et la validation)
- Cadrage + DFM (validation des épaisseurs, dépouilles, nervures, plan de joint, éjection)
- Conception moule (CAO, choix canaux chauds/froids, empreintes, refroidissement, éjection)
- Fabrication / usinage (CNC, EDM, ajustage, traitements)
- Montage & essais (T0) puis corrections si nécessaire
- Essai de validation (T1/T2), mise au point process, documentation de contrôle
Ce cycle explique pourquoi un moule “simple” peut sortir en quelques semaines, alors qu’un moule de production exigeant peut aller vers 2–4 mois.
Comment réduire le délai (sans sacrifier la qualité)
- Verrouiller le design tôt (éviter les changements de géométrie après lancement) : les modifications tardives coûtent cher et rallongent.
- Travailler la “fabricabilité” (DFM) : dépouilles, épaisseurs régulières, nervures dimensionnées — ça diminue les retouches et accélère la mise au point.
- Choisir la bonne stratégie moule : prototype / pont / production (ne pas sur‑spécifier trop tôt).
- Anticiper les essais : prévoir dès le départ les critères d’acceptation (dimensions, aspect, cadence).
Quels paramètres font varier le prix d’un moule d’injection plastique ?
Dans un projet d’injection plastique, le moule constitue l’élément le plus coûteux. Son prix dépend de nombreux facteurs : complexité de la pièce, nombre d’empreintes, type de canaux (chauds ou froids), mécanismes spécifiques (tiroirs, dévissage, cales montantes) et durée de vie attendue.
Un moule bien conçu garantit :
-
une qualité constante des pièces,
-
une réduction des rebuts,
-
une stabilité dimensionnelle,
-
une productivité élevée sur la durée.
À l’inverse, un moule sous-dimensionné ou mal adapté peut entraîner des défauts récurrents, des arrêts de production et des coûts de maintenance importants. Le choix du moule doit donc être pensé comme un investissement industriel à long terme, et non comme un simple coût initial.
Quel est le délai de fabrication d’un moule d’injection ?
Un ordre de grandeur courant pour un moule “standard” est de 8 à 16 semaines, variable selon la complexité, la texturation, le traitement thermique et l’assemblage.
À quoi servent les classes de moules (SPE/SPI 101 à 105) ?
Elles donnent un cadre pour dimensionner l’outillage selon les volumes/cycles visés (prototypes → très grande série) et les exigences de construction associées.
Source
Comment calcule-t-on le temps de cycle en injection plastique ?
Il est composé de plusieurs temps : injection, refroidissement, ouverture/fermeture moule, éjection. Une formule type est :
T = Ti + Tc + Tm + Te.
Source
Quels leviers permettent de réduire le temps de cycle et donc le cout d’une pièce injectée en plastique ?
Exemples de leviers :
- conception de la pièce (80% des gains sont directement liés à la conception de la pièce).
- Choix de matière : impacte directement le cout unitaire (quantité x prix au kilo) et impacte également le temps de cycle de production (refroidissement de la pièce, énergie à dépenser pour fondre le matériau)
- Optimisation du moule
- Efficacité du process (machine performante, réglage optimisé)
Quelles températures et pressions rencontre-t-on en injection plastique ?
Des ordres de grandeur courants : plastification autour de 200 à 250°C et pression pouvant atteindre 2 500 bars (selon matière/pièce/moule).
Quelles sont les étapes d’un cycle d’injection plastique ?
Les étapes typiques :
- Fermeture du moule : On ferme le moule pour le vérouiller (cf force de fermeture d’une presse à injecter)
- Injection : la cavité du moule est remplie avec le thermoplastique fondu, à des pressions et vitesses paramétrées en fonction du matériau, et des contraintes mécaniques ou esthétiques.
- Maintien sous pression : La pression est maintenue jusqu’a solidification du matériau.
- Refroidissement : La pièce devient solide
- Ouverture : on ouvre le moule pour pouvoir sortir le produit moulé
- éjection : la pièce est poussée hors du moule par un systeme mécanique ou hydraulique, elle est ensuite evacuée par un opérateur ou un robot.
Quelle différence entre canaux chauds et canaux froids ?
Les canaux chauds maintiennent la matière fondue et peuvent réduire les déchets et améliorer la qualité, mais avec un coût initial plus élevé.
Les canaux froids solidifient la matière dans les canaux entre les cycles : moins chers à fabriquer mais souvent plus de déchets et une efficacité moindre en grande série.
Qu’est-ce que l’injection séquentielle (blocs chauds séquentiels) et pourquoi l’utiliser ?
L’injection séquentielle injecte la matière par étapes : meilleur contrôle du flux, réduction de certains défauts (lignes de soudure, contraintes internes), meilleure finition de surface et optimisation matière/poids sur pièces complexes.
Quelle différence entre NFT 58000 et ISO 20457 pour les tolérances en plasturgie ?
La NFT 58000 est une norme française plus ancienne ; l’ISO 20457 est plus récente et plus utilisée à l’international, avec une logique de classement basée sur des critères matériau/process/qualité.
Source
Quels matériaux plastiques sont cités comme courants en injection ?
Le guide cite notamment PP, PE, PS, PC et ABS comme matériaux utilisés en injection, avec des usages typiques et des contraintes différentes selon les besoins (mécaniques, thermiques, esthétiques).
Quels matériaux sont souvent utilisés pour des pièces d’aspect (esthétiques) ?
Exemples cités : ABS, PC, PMMA, PP, PC/ABS, ASA — selon le besoin (surface, transparence, résistance, UV, etc.).
Source
Quelles techniques aident à obtenir une pièce d’aspect irréprochable ?
Exemples : surmoulage (overmolding), décoration dans le moule (IMD), multi-shot, texturation des moules, et différentes finitions (peinture, polissage, etc.).
Source
Quels contrôles qualité sont typiques pour des pièces d’aspect ?
Contrôles cités :
- inspection visuelle (bulles, rayures, variations de couleur),
- analyse dimensionnelle (ex. CMM),
- tests de résistance,
- contrôle des finitions (uniformité peinture/revêtements/textures).
Source
Quels sont les codes de recyclage (1 à 7) et à quoi servent-ils ?
Le guide détaille les codes 1 à 7 (PET, PEHD, PVC, PEBD, PP, PS, Autres) pour faciliter le tri et aider à l’éco‑conception
Injection plastique vs impression 3D : comment choisir ?
L’injection est généralement privilégiée pour la production de masse, la répétabilité et une bonne robustesse. L’impression 3D est souvent plus adaptée au prototypage, aux petites séries et aux itérations rapides.
Fabriquer un moule en Chine ou en Europe : quels points de vigilance ?
coûts compétitifs et capacités élevées (Chine) vs haute qualité, proximité, communication facilitée et normes environnementales (Europe), avec des enjeux possibles de logistique, communication et propriété intellectuelle.
Pourquoi choisir une usine de plasturgie en France pour des petites/moyennes séries ?
Hybster met en avant une production Made in France avec qualité contrôlée, délais réduits, communication fluide et flexibilité sur les volumes (petites et moyennes séries, sans MOQ prohibitifs selon projet).
Quels secteurs utilisent des pièces plastiques techniques injectées ?
les pièces en plastique injecté sont trés répandues autour de vous :
- Batiment
- Automobile et transports
- Electronique et electricité
- Jardin
- Bricolage
Ressources Hybster
Nos solutions industrielles

Tous droits réservés © | Hybster 2026